
针对HRC60度的平面研磨DC53冷作模具钢,建议使用CBN砂轮进行研磨加工。DC53是日本大同特殊钢对SKD11进行改良的冷作模具钢,具有硬度高、韧性好、不易龟裂崩缺等优点,逐渐替代SKD11。采用CBN砂轮能够更好地保证加工效率和加工质量,同时提高模具寿命,避免刀口碎裂。

研磨高硬度工件常见问题及原因分析
在研磨高硬度工件时,常会遇到以下问题:
1.砂轮消耗快;
2.砂轮修整频率高;
3.研磨易产生发热烧伤。
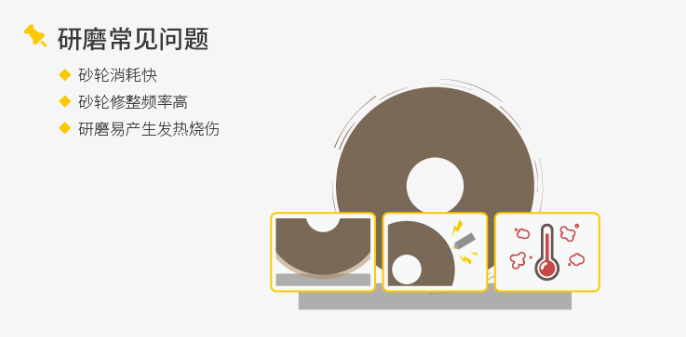
这些问题的主要原因在于磨削过程中产生的高温。一般情况下,当砂轮应对高硬度工件时,磨料钝化的速度会加快,导致砂轮切削力降低,若未及时修整,就会在工件表面发生打滑,进而提升研磨温度。在温度极高的情况下,砂轮无法散热,导致温度汇集在工件上,最终产生橘皮、烧伤等问题。这些问题会降低产品的良率,并使砂轮中结合剂强度减弱,最终导致断裂。断裂后,磨料间失去连结及支撑力,会迅速脱落,产生掉砂的状况。
为了避免刮伤工件或出现毛刺等问题,建议在选择砂轮时注意以下几点:

1. 选择气孔较大的砂轮,以提高散热效果,降低温度。
2. 选择磨料破碎性较高、切削力较强的CBN砂轮,以提高工件尺寸精确度和砂轮寿命。
3. 选择耐热型且兼顾自锐性的树脂结合剂,以提高砂轮耐高温性能。
对于高硬度工件,所以我们建议使用高强度的CBN树脂砂轮,以提高表面粗糙度和切削力。
