
内圆磨砂轮的质量在数控磨床的磨削质量上起着关键性的作用,我们经常用的有电镀砂轮、树脂砂轮、陶瓷砂轮、金属砂轮等,那么我们应该选择什么样的砂轮才最合适我们的工序呢?
1. 数控磨床砂轮形状的选择
数控磨床常用的砂轮形状有筒形和杯型砂轮两种。筒型砂轮主要磨削通孔,杯型砂轮主要磨削内孔外,还可以磨削台阶孔的端面。
2. 数控磨床砂轮直径的选择
数控磨床在磨削过程中为了取得理想的磨削速度,一般最好选用接近孔径的砂轮,但是当砂轮直径增大后,砂轮与工件的接触弧也随之增大,导致磨削热增大,令排屑和冷却更加困难。为了达到更好的效果,一般砂轮直径与被磨的工件孔径有个适当的比值,通常这个比值在0.5-0.9之间。
3. 砂轮宽度的选择
数控磨床采用较宽的砂轮,有利于降低工件表面粗糙度值和提高生产效率,并可降低砂轮的磨耗。但是砂轮也不能选的太宽,会使磨削力增大,从而引起砂轮接长轴的弯曲变形。要在砂轮接长轴的刚性和机床功率的允许范围内,砂轮宽度可按工件长度选择。
4. 磨料、粒度、硬度和结合剂的选择
数控内圆磨床砂轮的特性磨料、粒度、硬度和结合剂选择,可依据工件的材料、加工精度情况选择,一般数控内圆磨床所用的砂轮组织应比外圆砂轮组织疏松1-2号。
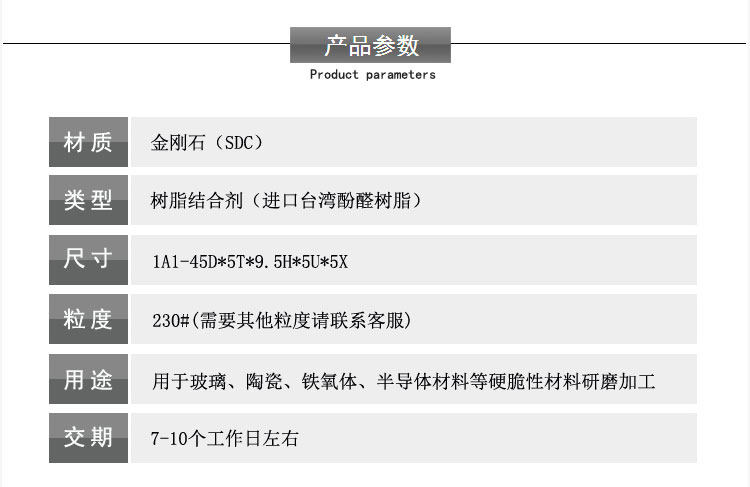
产品参数
品牌:东巨
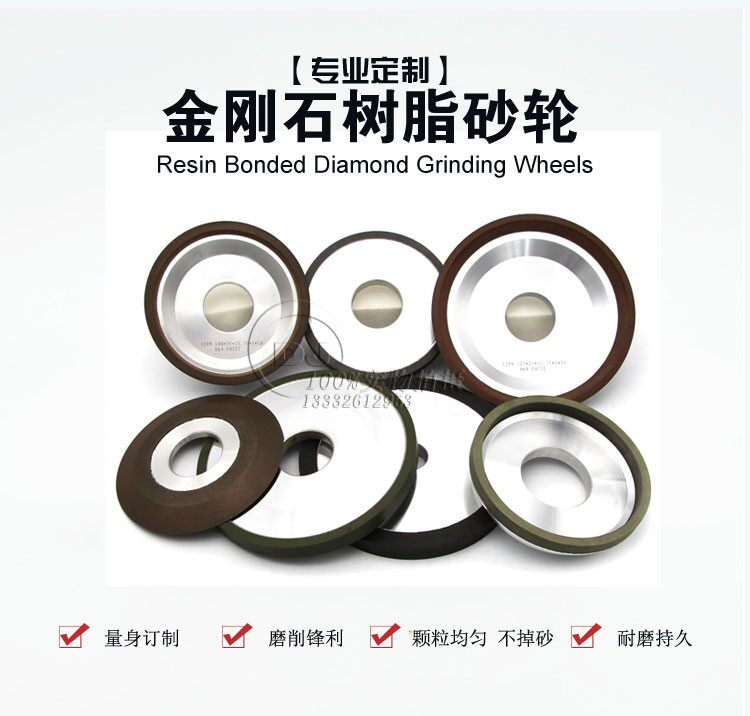
名称:金刚石树脂内孔磨砂轮
形状:1A1/平行
外径:45mm
高度:5mm
内孔:9.5mm
磨料环宽:5mm*5mm
结合剂:树脂
磨料类型:金刚石/SDC/钻石
粒度:230#
适用设备:内外圆磨床、自制机床、工具磨床等
用途:修磨钨钢模具内孔的变形量或进行镜面抛光处理。
修整工具:以柔克刚,钼棒、砂条、铜棒等
(注:磨料颜色跟随树脂砂轮配方,不同磨削对象金刚石配比不同切勿纠结)