
CBN磨头如何进行内圆磨削?内圆磨削的方法都有哪些?
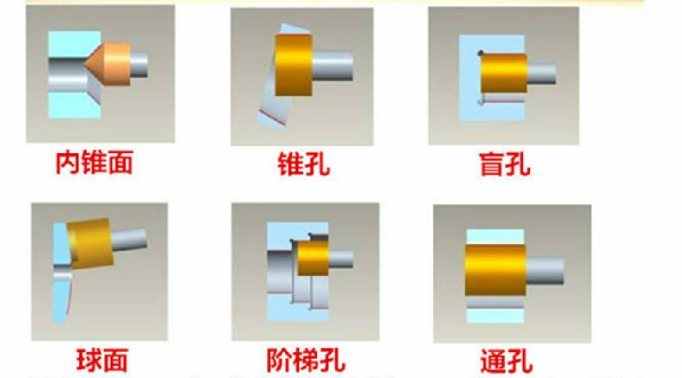
在磨削加工中,内圆磨削也是十分常见的一种加工,CBN磨头可以加工机器零件上的通孔、不通孔、台阶孔等,因此在机械加工中得到广泛应用。加工的尺寸精度一般可达公差等级IT6—IT7,如采用高精度磨削工艺,尺寸精度可以控制在0.005mm以内。那么,内圆磨削的方法都有哪些呢?
一、内圆磨削的形式
内圆磨削可分为以下三种形式:
1、中心型内圆磨削
磨削时工件绕主轴箱主轴的中心线旋转,普通内圆磨床或万能外圆磨床均属此种形式,适用于磨削套筒、齿轮、法兰盘等零件的内孔。
2、行星式内圆磨削
磨削时,工件固定不转,砂轮除了绕自身的轴线高速旋转外,还绕所磨孔的中心以较低速度旋转实现圆周进给;此外,砂轮还作纵向进给运动和周期性横向进给。砂轮的横向进给是依靠加大行星运动的回转半径实现的。行星式内圆磨床主要用于磨削体积大、不便于旋转的零件。
3、无心内圆磨削
在无心内圆磨床上,工件以其经过精加工的外圆支承在支持轮和压轮上,并由导轮传动使其旋转,这种磨削方式适宜磨削薄壁环形零件的内孔。
二、内圆磨削的特点
内圆磨削与外圆磨削相比较,有以下特点:
1、内圆磨削时,所用砂轮直径较小,砂轮转速又受到内圆磨具转速的限制,因此磨削速度一般在20—30m/s之间。由于磨削速度较低,工件表面的粗糙度值不易减小。
2、内圆磨削时,由于砂轮与工件成内切圆接触, 砂轮与工件的接触弧比外圆磨削大, 因此磨削热和磨削力都比较大,磨粒容易磨钝,工件容易发热或烧伤。
3、内圆磨削时,切削液不易进入磨削区域;磨屑也不容易排出。当磨屑在工件内孔中积聚时,容易造成砂轮堵塞,并影响工件的表面质量。特别在磨削铸铁等脆性材料时,磨屑与切削。液混合成糊状,更容易使砂轮堵塞,影响砂轮的磨削性能。
4、砂轮接长轴的刚性比较差,容易产生弯曲变形和振动,对加工精度和表面粗糙度都有很大影响,同时也限制了磨削用量的提高。
三、内圆磨削的方法
磨削前须调整砂轮的位置。在万能外圆磨床上磨内孔时,砂轮与孔的前壁接触。这时砂轮的横向进给方向与磨外圆时相同。在内圆磨床上,砂轮与孔的后壁接触,便于操作者观察加纵向磨削法工表面。
内圆磨削常用纵向法和切入法。
1、纵向磨削法
这种磨削方法与外圆纵向磨削法相同。磨削通孔时,先根据工件孔径和长度选择砂轮直径和接长轴。接长轴的刚性要好,接长轴的长度只需略大于孔的长度即可。
2、切入磨削法
这种磨削方法与外圆切入磨削法相同,适用于磨削内孔长度较短的工件,生产效率较高。
采用切入法磨削时,接长轴的刚性要好,砂轮在连续进给中容易堵塞、磨钝,应及时修整砂轮。 精磨时应采用较低的切入速度。

三、内圆磨削的工具
CBN立方氮化硼磨头属于超硬磨料磨具,使用寿命长,加工速度快,质地轻,磨削温度较低,加工均匀,CBN磨头可加工合金钢,硬质钢,淬火钢等材料。
推荐转速:湿磨20米/秒,干磨15米/秒,
颗粒粗细:60#-600#,
立方氮化硼磨头形状:主要有柱形,锥形,伞形,球形,弧形等等,
作用:适用于各种形状内腔面的磨削,成本低,效率高,可完全替代德国日本等进口内圆磨棒。东巨磨具店欢迎广大用户来图订购,我们将以高端的品质及平民的价格,满足您的常规的磨削要求。
