单涂层电镀结合金刚石/CBN砂轮的特点是颗粒吸持力度大,从而能够结合高硬度切削材料产生的切削功率。切削颗粒在金属基体范围内被高硬度电镀镍层吸持,在颗粒超出达到颗粒直径的40%时,能够拥有很高的颗粒吸持力度。到目前为止,使用高硬度砂轮的主要缺点是其所加工的表面会产生相当高的粗糙度。在保持必要的同心性的条件下,这种砂轮能够加速使高速磨削的砂轮圆周速度达到vs>100m/s。内圆磨电镀砂轮的优点是颗粒齿高、切屑厚度低、磨削力小并改善了表面质量。
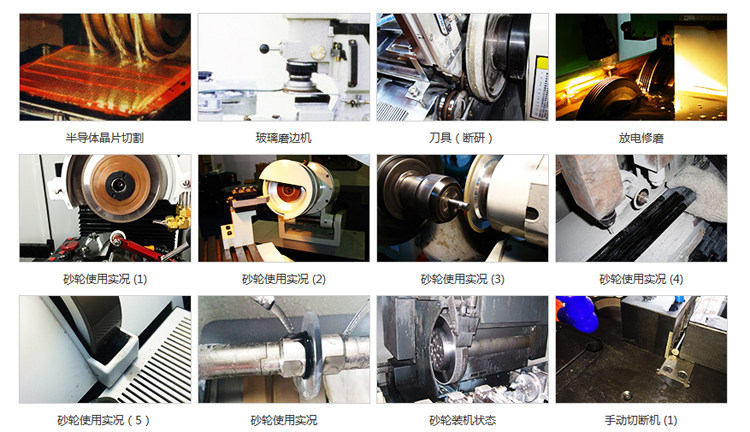
电镀金刚石砂轮可用于各种岩板,夹具,硬质合金,玻璃,陶瓷,蓝宝石以及许多坚韧的合金和不同的坚硬脆性材料的内孔研磨和内壁研磨。
电镀立方氮化硼砂轮(CBN)硬度高、化学坚固性强,特别适合于制造加工含铁元素的材料。在切削颗粒之间,有足够的容屑空间,在其相互作用下,使用电镀CBN砂轮能够实现较大磨削功效。
把合金电镀小砂轮理性分成粗加工区和精细加工区,使用电镀合金砂轮,能够明显提高内孔切断磨削过程的效率。与其他内孔磨削方法相比,由于合金砂轮厚度小,在单位时间切削时,摩擦力和工件温度都很低。通过把砂轮分成粗磨和精磨,满足对尺寸和形状的准确度以及对表面质量的高要求。力保所加工的L/D比例的灵活性,并显示出高效生产率的基础。虽然电镀磨具是单涂层,但可以进行再涂层翻新,从而降低了砂轮制作的费用。